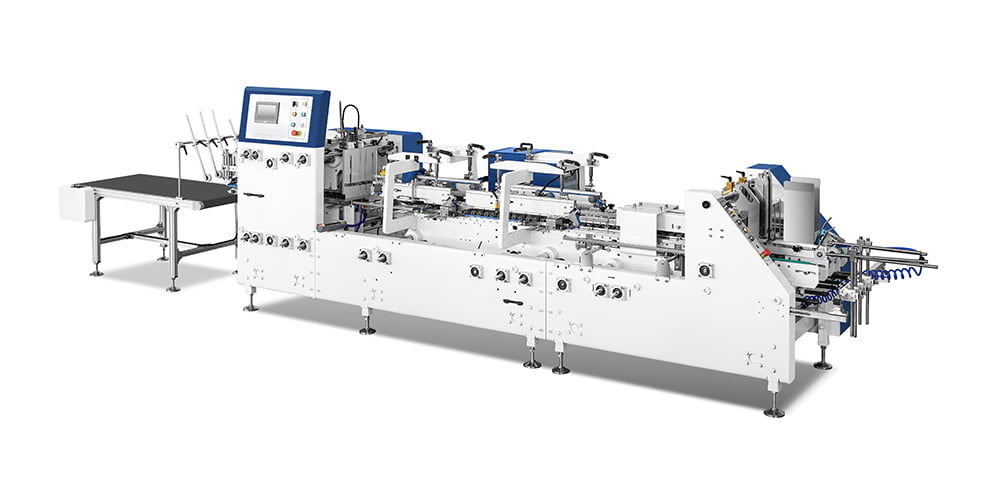
En un taller de embalaje, un Pegador automático de carpetas Generalmente funciona como parte de un flujo conectado en lugar de una única máquina aislada. Una vez que comienza a funcionar, varias secciones se mueven juntas e incluso una pequeña discrepancia al principio puede extenderse lentamente por toda la línea.
Antes de la operación, los trabajadores a menudo tratan la máquina como algo que necesita una breve "verificación de activación" en lugar de un uso inmediato a plena carga. Este hábito proviene de la experiencia—muchos pequeños problemas no aparecen cuando la máquina está inactiva, sino que aparecen sólo cuando los materiales comienzan a moverse continuamente.
Una situación común es que todo parece normal durante la configuración, pero una vez que comienza la producción, la alineación del plegado o el flujo de pegamento comienzan a cambiar ligeramente. Es posible que ese pequeño cambio no detenga la máquina, pero puede afectar la consistencia del producto.
En entornos de producción reales, generalmente se realiza una inspección previa al inicio para evitar:
La idea es sencilla: unos minutos de comprobación pueden evitar interrupciones más prolongadas más adelante.
Las piezas mecánicas de un pegador automático de carpetas siempre están bajo movimiento repetido. Incluso cuando la máquina no funciona a máxima velocidad, aún puede existir un pequeño desgaste o holgura.
Los operadores generalmente comienzan con una verificación visual y manual de áreas clave:
Un ejemplo práctico es la tensión de la correa. Si está ligeramente suelto, los materiales pueden desplazarse durante el movimiento. Si está demasiado apretado, el sistema puede crear resistencia adicional, lo que afecta lentamente la estabilidad.
Otro punto son los rodillos. Todavía pueden girar, pero el desgaste desigual puede provocar una vibración sutil una vez que la máquina está funcionando continuamente.
En muchos talleres esta comprobación no se realiza de forma estrictamente formal. A menudo se basa en el tacto, la observación y la rotación manual lenta de las piezas cuando la máquina está apagada.
El sistema de alimentación decide qué tan suavemente ingresan los materiales a la máquina. Si la alimentación no es estable, el resto del proceso también se volverá irregular.
Antes de comenzar, los operadores suelen mirar:
Un problema común en el uso real es la ingesta desigual. Una hoja puede entrar un poco más rápido o más lento que la siguiente. Al principio, esto puede no parecer grave, pero con el tiempo afecta el tiempo de plegado y la posición del pegamento.
En algunos casos, los problemas de alimentación no son causados por la máquina en sí, sino por cómo se colocan los materiales. Una ligera flexión o un apilamiento desigual ya pueden crear pequeñas interrupciones.
La sección plegable es donde la forma del material comienza a cambiar. Incluso una pequeña desalineación aquí puede afectar la apariencia del producto final.
Antes de la operación, normalmente se presta atención a:
Si los rieles plegables no están alineados correctamente, el material puede desplazarse ligeramente durante el movimiento. Este cambio suele ser pequeño al principio, pero se hace más visible después de ciclos repetidos.
A veces, los operadores realizan un ensayo en seco sin carga completa de material. Esto ayuda a observar si el movimiento se siente suave o ligeramente desigual.
En situaciones prácticas, la precisión del plegado no sólo tiene que ver con la posición, sino también con el tiempo entre secciones.
El sistema de pegado es sensible porque depende del flujo, la condición de temperatura y la limpieza de la boquilla. Incluso un pequeño bloqueo puede cambiar los patrones de distribución.
Antes de comenzar, los operadores suelen comprobar:
Un problema simple del mundo real es el secado parcial dentro de la boquilla. Puede que no bloquee completamente el flujo, pero puede cambiar la forma en que se libera el pegamento.
Otro factor es la distribución desigual. Si el pegamento no se aplica de manera uniforme, la fuerza de unión puede variar en diferentes partes del producto.
Algunos talleres realizan un ciclo de prueba corto utilizando material de muestra para observar cómo se comporta el pegamento a una velocidad de movimiento normal.
| Área del sistema | Enfoque de inspección | Riesgo operacional cuando se pasa por alto |
|---|---|---|
| Sección de Alimentación | Alineación y comportamiento de admisión | Retraso y alimentación incorrecta del material |
| Sección plegable | Posición del carril y equilibrio de presión | Inconsistencia de forma |
| Sistema de pegado | Estabilidad del flujo y estado de la boquilla | Unión desigual |
| Piezas mecánicas | Estado de la correa, del rodillo y de la articulación | Vibración y deriva |
| Sistema de control | Respuesta y sincronización de la señal | Desajuste de coordinación |
Antes de comenzar, generalmente se verifican los sistemas eléctricos y de control para asegurarse de que las respuestas sean estables y predecibles.
Los puntos clave incluyen:
Los sensores juegan un papel importante porque guían el tiempo entre secciones. Si un sensor detecta material demasiado pronto o demasiado tarde, el proceso de plegado y pegado no permanecerá alineado.
La respuesta de control también es importante. Si los comandos se retrasan, incluso ligeramente, la coordinación entre secciones puede volverse desigual durante el funcionamiento continuo.
Los sistemas de seguridad se comprueban no sólo para comprobar su conformidad, sino también para comprobar su reacción práctica ante situaciones inesperadas.
Los operadores suelen confirmar:
La parada de emergencia a menudo se prueba a baja velocidad o en ralentí para garantizar que reaccione inmediatamente cuando se presiona.
También se revisan las cubiertas de seguridad para asegurarse de que estén correctamente cerradas y no sueltas, ya que la vibración durante el funcionamiento puede desplazar gradualmente las piezas mal aseguradas.
Generalmente se realiza una prueba inmediatamente después de realizar los controles básicos. No es un paso de producción formal, sino más bien una prueba silenciosa en la que se permite que la máquina se mueva a su ritmo normal sin presión total.
Sobre el papel, todo puede parecer bien. En movimiento real, empiezan a aparecer pequeñas cosas. Un cinturón que se siente normal cuando está parado puede sonar ligeramente diferente una vez que sigue funcionando. Una sección plegable que se mueve suavemente con la mano puede mostrar un pequeño retraso al trabajar junto con la alimentación y el pegado.
Durante esta etapa, los operadores tienden a prestar atención a señales simples:
si el tiempo del pegamento coincide con el flujo del material
El sonido suele ser la primera pista. Una máquina estable suele tener un tono de funcionamiento constante. Cuando ese tono cambia en ciertas secciones, a menudo significa que la carga no se distribuye uniformemente.
La vibración es otra cosa que la gente nota rápidamente. Una pequeña vibración al principio no es inusual, pero lo que importa es si permanece igual o se vuelve más fuerte lentamente.
Las pruebas también son útiles para el comportamiento del pegamento. Incluso si el flujo de pegamento se ve bien durante las comprobaciones inactivas, el tiempo real durante el movimiento continuo aún puede cambiar el resultado final.
Esta etapa tiene menos que ver con encontrar grandes problemas y más con detectar pequeñas derivas antes de que la producción se vuelva continua.
El estado del material a menudo decide qué tan suaves se sentirán los primeros minutos de operación. La máquina puede estar en buenas condiciones, pero el material irregular aún puede crear pequeñas interrupciones.
Antes de empezar, los materiales suelen comprobarse de forma muy práctica:
Un problema común es la ligera flexión. Puede que no parezca grave cuando los materiales están apilados, pero durante la alimentación puede provocar dudas o una ingesta desigual.
El estado de la superficie también influye. El polvo o la humedad pueden cambiar silenciosamente el comportamiento del pegamento más adelante. A veces, la unión parece buena al principio, pero se vuelve menos estable después de ciclos repetidos.
El apilamiento es otro punto que a menudo se subestima. Si la pila no está alineada correctamente, la alimentación se vuelve desigual. Una hoja puede entrar suavemente mientras la siguiente encuentra resistencia. Esa pequeña diferencia afecta lentamente el tiempo a lo largo de todo el proceso.
En la práctica real del taller, la preparación del material a menudo se ajusta junto con la configuración de la máquina y no se trata como una tarea separada.
Incluso cuando una máquina está completamente preparada, la persona que la opera aún afecta la estabilidad del arranque. En la producción diaria, pequeñas reacciones del operador a menudo deciden cómo se manejan los primeros problemas.
Antes de comenzar, los operadores suelen seguir hábitos sencillos:
La experiencia importa más que los procedimientos complejos. Alguien familiarizado con la máquina a menudo puede detectar cuando algo está ligeramente desviado, incluso antes de que se haga visible en el producto.
En configuraciones de varias personas, la comunicación también importa. Una persona puede encargarse de la alimentación, otra puede monitorear la salida. Si el tiempo no se comparte claramente, pueden aparecer pequeños desajustes entre secciones.
Un comienzo constante suele tener menos que ver con un control estricto y más con la conciencia durante los primeros ciclos.
Las condiciones ambientales son fáciles de pasar por alto porque al principio no parecen estar relacionadas con el movimiento mecánico. En la práctica, influyen lentamente en el comportamiento tanto de la máquina como del material.
Los cambios de temperatura pueden afectar el espesor del pegamento. Cuando el pegamento se vuelve ligeramente más fino o más grueso, su patrón de extensión cambia. Esa pequeña diferencia puede afectar la unión incluso cuando la máquina funciona normalmente.
La humedad también juega un papel silencioso. En aire más húmedo, los materiales pueden sentirse más suaves y ligeramente menos estables durante el plegado. En condiciones más secas, pueden volverse más rígidos y resistir un poco más el movimiento.
El polvo en el área de trabajo tiende a acumularse lentamente. Puede asentarse sobre rodillos o piezas de alimentación y cambiar la suavidad con la que se mueven los materiales. Esto no sucede repentinamente, pero puede afectar la estabilidad a largo plazo.
El movimiento del aire alrededor de la máquina también puede influir en el comportamiento de secado del pegamento. En algunas configuraciones, el flujo de aire desigual puede causar pequeñas diferencias en la velocidad con la que se fija el pegamento en diferentes secciones.
Estas condiciones generalmente no son controladas directamente por la máquina, pero aún así afectan los resultados finales de la operación.
¿Cómo influyen los registros de mantenimiento en las decisiones previas al inicio?
Los registros de mantenimiento a menudo se tratan como información general, pero en funcionamiento real ayudan a explicar cómo se comporta una máquina al arrancar.
Antes de comenzar a trabajar, los técnicos suelen mirar hacia atrás:
Una máquina que ha sido ajustada recientemente puede comportarse de manera ligeramente diferente durante los primeros ciclos. Esto es normal y generalmente se soluciona después de un corto período de funcionamiento.
Los registros también ayudan a centrar la atención. Si un determinado rodillo o sección de alimentación ha mostrado desgaste anteriormente, a menudo recibe una observación más cercana antes de comenzar de nuevo.
En muchos talleres, estos registros no son sólo documentación. Se convierten en parte de cómo los operadores deciden dónde observar con más atención durante los primeros minutos de operación.
Concéntrese en proporcionar equipos de pegado de carpetas de alta calidad a clientes de todo el mundo.



N.º 3888, Avenida Jiangnan, Calle Nanbin, Ciudad de Ruian, Ciudad de Wenzhou, Provincia de Zhejiang, China
Política de privacidad Copyright © Zhejiang Chengwang Intelligent Packaging Equipment Co., Ltd.
Fábrica de encoladoras de carpetas de alta velocidad

 English
English русский
русский Français
Français Español
Español Deutsch
Deutsch