En muchos talleres de embalaje, el trabajo con cartón no es una acción única. Es una cadena de pequeños pasos que se repiten cada día. Las hojas planas entran y después de varios movimientos se convierten en cajas dobladas listas para empacar.
En configuraciones más antiguas, los trabajadores a menudo manejaban cada etapa por separado. Una persona dobló, otra añadió pegamento y otra recogió las cajas terminadas. Esto funcionó, pero también significó más manipulación y más posibilidades de pequeñas diferencias entre cajas.
Ahora el patrón es diferente en muchos lugares. Las cajas de cartón tienden a moverse a través de un camino continuo. La idea es simple: menos paradas, menos transferencias y un flujo más constante de principio a fin.
An Pegador automático de carpetas encaja en este tipo de configuración porque conecta el plegado y el pegado en una dirección de movimiento en lugar de dividirlos en tareas separadas.
La razón principal no es complicada. Las fábricas prefieren procesos que se sientan estables y predecibles en el tiempo.
Cuando las cajas se mueven demasiadas veces con la mano, pueden aparecer pequeños cambios de posición. Al principio, estos cambios pueden no parecer importantes, pero luego pueden afectar la forma en que se apilan o cierran las cajas.
Con un pegador automático de carpetas, las cajas pasan por los pasos de plegado y unión sin tener que recogerlas ni reposicionarlas una y otra vez. Eso por sí solo reduce muchas pequeñas variaciones en el trabajo diario.
Otra razón es el ritmo del flujo de trabajo. Las líneas de embalaje a menudo necesitan seguir moviéndose sin largas pausas. Cuando el plegado y el pegado están conectados, hay menos interrupciones entre los pasos y la línea se siente más continua.
En términos simples, el cambio se puede describir así:
No se trata de reemplazar trabajadores. Se trata más bien de reducir la manipulación repetida y mantener el proceso más fluido.
En el trabajo tradicional con cartón, cada paso suele estar separado. El plegado se produce en un lugar, el pegamento se aplica en otro lugar y el apilamiento final se realiza más tarde.
Este tipo de separación requiere una mayor coordinación entre los trabajadores. Cada transferencia entre pasos también añade una pequeña posibilidad de desalineación.
Con un sistema conectado como un pegador automático de carpetas, la caja permanece en una ruta de movimiento. El plegado conduce directamente al pegado, luego al prensado y a la salida.
Una comparación sencilla ayuda a que esto quede más claro:
| Paso de trabajo | Configuración tradicional | Configuración conectada |
|---|---|---|
| Movimiento de cartón | Traslado manual entre estaciones | Flujo continuo |
| Acción plegable | Paso de manipulación separado | Movimiento integrado |
| Aplicación de pegamento | Etapa manual o separada | Vinculado con plegado |
| Colección de salida | Agrupados después del procesamiento | Apilamiento continuo |
| Ajuste | Reposicionamiento frecuente | Ajuste fino ocasional |
El cambio principal no es la complejidad. Así es como se conecta el trabajo.
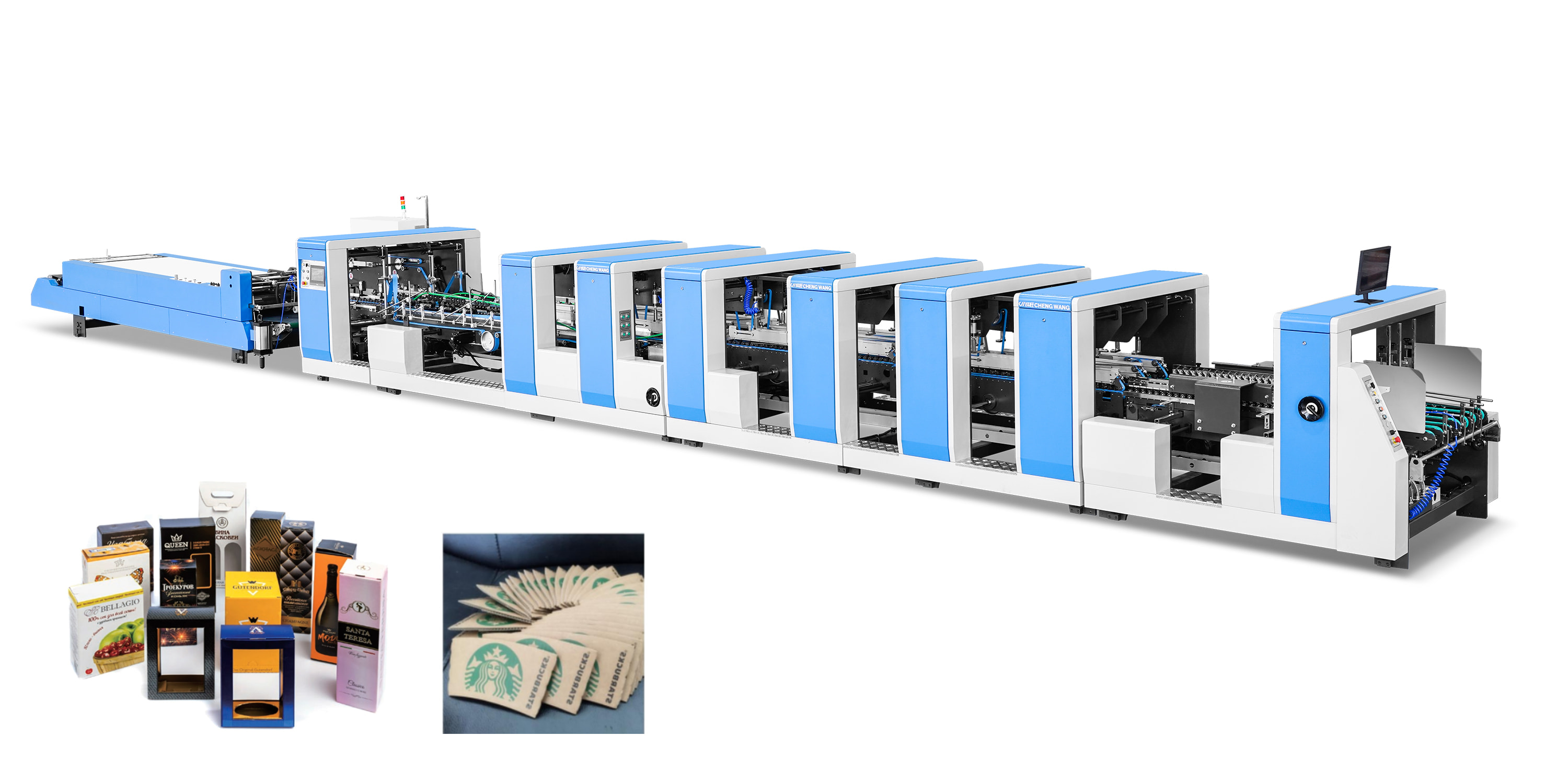
Un pegador automático de carpetas se utiliza en muchas situaciones de embalaje en las que es necesario convertir material plano en una caja estructurada.
Los productos son diferentes en forma y propósito, pero comparten una idea de formación similar. Comienzan planos y se pliegan y unen mediante el movimiento.
Ejemplos comunes incluyen:
Aunque estos productos tienen un aspecto diferente, la idea de procesamiento sigue siendo similar: plegado controlado seguido de unión en un camino continuo.
La estructura de cartón juega un papel silencioso en la fluidez con la que se desarrolla la producción. Algunos diseños se mueven a través de secciones plegables sin mucho ajuste, mientras que otros necesitan un posicionamiento más cuidadoso.
Las formas sencillas de cartón suelen seguir las líneas de pliegue de forma directa. Las formas más complejas pueden implicar varias direcciones de pliegue o áreas de unión más estrechas.
Algunos puntos relacionados con el diseño que a menudo importan en la producción:
Pequeñas diferencias en el diseño pueden cambiar el comportamiento de las cajas una vez que entran en el proceso de plegado y pegado.
El material es otro factor que afecta la estabilidad del proceso.
El papel fino suele doblarse fácilmente y responde rápidamente al movimiento. Esto puede ayudar a un plegado suave, pero también puede requerir un control más cuidadoso durante el prensado.
El papel más grueso se comporta de manera diferente. A menudo se siente más estable durante el moldeado, pero puede resistir un poco más la flexión durante las etapas de plegado.
El estado de la superficie también influye. Las superficies recubiertas o más lisas pueden interactuar de manera diferente con el pegamento en comparación con materiales más texturizados.
En la producción diaria, a menudo se presta atención a:
Estos pequeños comportamientos ayudan a explicar por qué dos cajas con el mismo diseño todavía pueden parecer ligeramente diferentes en la producción.
En los talleres de embalaje reales, el flujo de trabajo no es algo que se quede quieto. Cambia según la carga de trabajo, el tipo de caja y qué tan estable sea el proceso ese día.
Cuando se utiliza un pegador automático de carpetas, las cajas de cartón suelen moverse en una línea más continua. El operador no necesita transportar artículos de una estación a otra todo el tiempo. En lugar de ello, la atención se centra en observar el movimiento y comprobar si todo permanece alineado.
A lo que la gente suele prestar atención no es complicado:
Estas pequeñas señales indican si el flujo de trabajo es estable o está empezando a desviarse ligeramente.
Incluso en una producción estable, aún pueden aparecer pequeños problemas. Rara vez detienen todo el proceso, pero pueden afectar la consistencia si no se notan a tiempo.
Una situación común es una ligera desalineación de la caja durante el movimiento. Esto puede suceder cuando el papel se mueve un poco al pasar por secciones plegables.
Otra situación es la presión de plegado desigual. Un lado de la caja puede doblarse un poco antes que el otro, lo que puede afectar el aspecto final de la forma.
Otras pequeñas cosas que pueden aparecer incluyen:
Por lo general, se ajustan durante el funcionamiento normal en lugar de requerir un apagado completo.
El mantenimiento en entornos de embalaje suele ser sencillo y repetitivo. No se trata de trabajos de reparación complejos. Se trata más bien de mantener las áreas de movimiento limpias y estables.
Antes de comenzar la producción, los trabajadores suelen recorrer el sistema y comprobar los puntos básicos. Esto ayuda a evitar problemas inesperados más adelante en el turno.
Las acciones diarias más comunes incluyen:
Estos pequeños hábitos ayudan a mantener todo el flujo de trabajo más predecible durante largos períodos de producción.
La calidad de la caja no se trata sólo de cómo se ve cuando sale de la máquina. También incluye cómo se comporta posteriormente durante el apilamiento, almacenamiento y transporte.
Al plegarse y unirse, manténgase estable; las cajas generalmente mantienen mejor su forma con el tiempo. Si el plegado es desigual, las cajas aún pueden funcionar, pero su forma puede parecer menos consistente cuando se apilan juntas.
Algunos puntos de calidad visibles incluyen:
| Área de Calidad | De qué depende |
|---|---|
| Estabilidad de forma | Precisión de plegado y alineación |
| Limpieza de bordes | Posición del pegamento y equilibrio de presión |
| Condición de la superficie | Movimiento durante la transferencia |
| Comportamiento de pila | Consistencia general del cartón |
| Ajuste de cierre | Estabilidad de la línea de plegado |
Estos detalles a menudo se vuelven más claros cuando las cajas se agrupan en cantidades mayores.
En muchas fábricas, la automatización no reemplaza la atención. Cambia donde se pone la atención.
En lugar de centrarse en cada caja individual, los operadores comienzan a centrarse más en el flujo. Observan cómo se mueven las cajas a través del sistema en lugar de manejar cada paso manualmente.
Esto nos lleva a una forma diferente de pensar sobre la producción:
El trabajo se centra más en observar el comportamiento que en repetir acciones.
Las fábricas de envases rara vez producen un solo tipo de cartón. Diferentes productos requieren diferentes patrones de plegado y áreas de unión.
Algunas cajas son simples y se mueven a través del sistema con un ajuste mínimo. Otros tienen más pliegues y requieren una configuración más lenta al principio.
Esta variedad significa que el mismo pegador automático de carpetas necesita manejar un comportamiento diferente según el producto que se esté procesando.
Las diferencias clave entre los tipos de cartón a menudo incluyen:
Debido a esto, pequeños ajustes de configuración son parte del trabajo diario normal.
Con el tiempo, el trabajo de empaquetado se vuelve menos una cuestión de operaciones individuales y más de repetición estable. Cuando la producción dura largos períodos, se hacen más notorias pequeñas diferencias en el movimiento o el comportamiento del material.
Los trabajadores a menudo comienzan a reconocer patrones:
Estas observaciones no son inusuales. Son parte de la comprensión de cómo se comporta el sistema a lo largo del tiempo.
La producción de envases avanza lentamente hacia sistemas más conectados. El plegado y el pegado ya no se consideran tareas separadas, sino partes de un flujo continuo.
En este sentido, un pegador automático de carpetas desempeña un papel práctico. Ayuda a mantener las cajas de cartón moviéndose de manera constante desde el material plano hasta la forma terminada sin dividir el proceso en muchos pasos pequeños.
La dirección general del desarrollo de envases a menudo se centra en:
Se trata menos de un cambio dramático y más de hacer que la producción diaria se sienta más estable y manejable.
Concéntrese en proporcionar equipos de pegado de carpetas de alta calidad a clientes de todo el mundo.



N.º 3888, Avenida Jiangnan, Calle Nanbin, Ciudad de Ruian, Ciudad de Wenzhou, Provincia de Zhejiang, China
Política de privacidad Copyright © Zhejiang Chengwang Intelligent Packaging Equipment Co., Ltd.
Fábrica de encoladoras de carpetas de alta velocidad

 English
English русский
русский Français
Français Español
Español Deutsch
Deutsch